HISTORY OF SPACE SHUTTLE SRM FIELD-JOINT |
|
"Why did they launch the second one?" December 10, 1981 On April 28, 1981 Hercules temporarily reassigned me from Allegany Ballistics Laboratory Rocket Center, West Virginia to the Hercules Bacchus, Utah plant to work on Space Shuttle Booster Projects. And, in February 1984 I was transferred to the Hercules Advanced Materials & Systems Company in Salt Lake City. In January 1981, NASA requested a Feasibility Study for design and manufacturing of composite Space Shuttle booster case segments. After submitting a completed report for the seven month Feasibility Project, Hercules received a 'Request For Proposal' from NASA in November 1981, for a complete Development Program of the Filament Wound SRM casings. Attending a Technical Information Meeting (TIM) at the Marshall Space Flight Center (MSFC) on December 2 thru 4, 1981 were people from Hercules, Thiokol and NASA. Representing Hercules were Andy Oswald, SRM Program Implementation Manager and myself, along with two other individuals from Hercules. The TIM consisted of presentations and discussions regarding the filament wound case solid rocket motors (FWC SRM). The main topics discussed during the TIM were:
The need to fix the leaking SRM field joints was a topic of concern. As I recall, the following were discussed during the TIM.
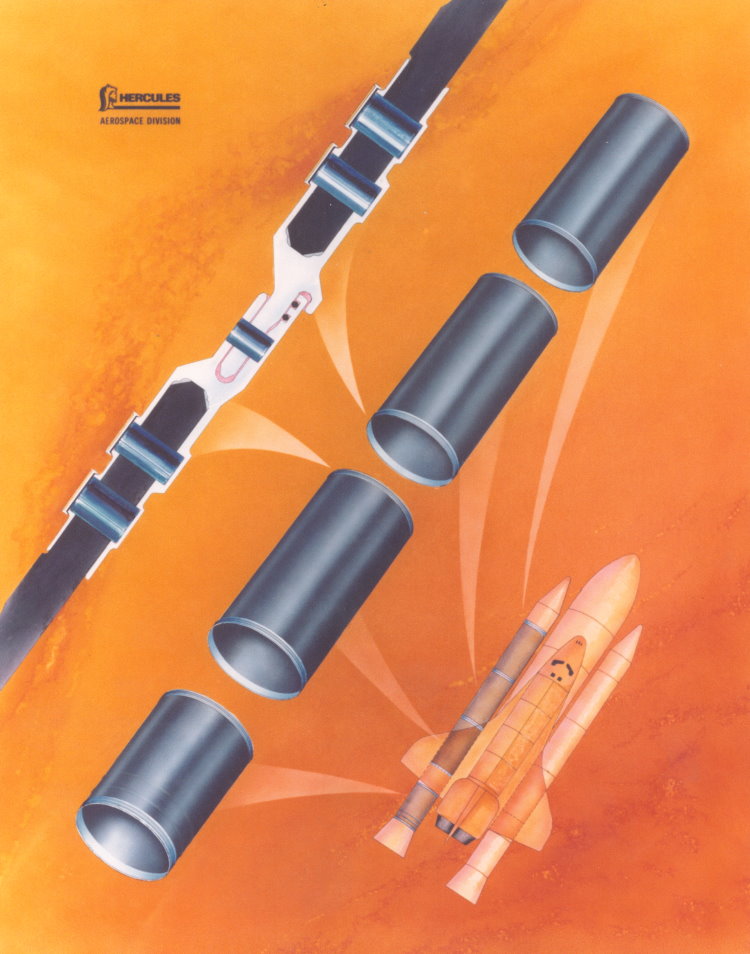
At the conclusion of the meeting, I stopped in the foyer along with Andy Oswald and one of the other Hercules guys, where I made a simple sketch of a joint appendage to inhibit joint radial deflection, thereby stopping O-ring seal leakage. I said something like "this ought to do it". Then I put the sketch in my wallet. This 'seal lock' (later called the 'Capture Feature') was envisioned as part of the joint tang side of the joint assembly. On the flight returning to Hercules in Utah, I hand sketched a diagram of the composite cylinder connection to the tang and clevis rings with the 'Capture Feature' included in the configuration. This capture feature was compatible with joining existing steel booster domes and ET section tangs and clevises. The diagram showed an exploded view in the background of all four motor segments. I gave the sketches to design engineering to incorporate into the Hercules drawings and into the Finite Element Models (FEM) for stress and deflection analyses.
Discovering that a SRM was due to be assembled, I visited the Vertical Assembly Building at Kennedy Space Center, Florida on December 10, 1981 where I met with Mr. Leon Ray, who was the MSFC representative in charge of assembling the Shuttle booster segments into completed rocket motors. After seeing the segment stacking and the O-ring insertions in all the booster joints, we went to Ray's office. There I saw small pieces of O-rings on his desk which were burnt and eroded. I asked him where these came from. Ray said they were cut from O-rings removed from the first shuttle launch boosters retrieved from splashdown. He also said that most all retrieved boosters had more or less the same degree of O-ring erosion. I asked, "Why did they launch the second one?" The Hercules Proposal for the Space Shuttle Filament Wound Case Development Program included: material properties, design & analyses, subscale tests, full scale burst tests, and delivery of 8 booster motor segment sets, and was submitted to MSFC on March 22, 1982. I had visited Ladish Steel Co. in Milwaukee, on February 23, 1982 to describe the Joint Ring forgings we needed; and on February 27 I visited the Rohr Corp. in Chula Vista, CA regarding machining the Joint Rings. Rohr was interested, but declined because of their heavy workload. A visit to Votaw Inc. in Santa Fe, CA on March 3, 1982 concluded with their interest in machining the rings, in addition to fabricating the large mandrels for filament winding the composite segment cylinders. They eventually invested in a large Rotab to machine the rings, and built an addition to their building to house ring machining. Hercules sent Purchase Orders with drawings to Ladish and Votaw which had a 'Hold Until Released" instruction on them, since NASA wanted a review meeting before issuing their Purchase Order. A Review Meeting of the Hercules Proposal was held on April 12, 1982 at MSFC. In attendance were Roger Blodget, SRM Program Manager, and myself. Questions and comments from MSFC and Thiokol were directed to Hercules. Thiokol, at this meeting, was adamantly against incorporating the 'Capture Feature' stating that it would interfere with the internal insulation profile at the inside of the field-joints and would require new insulator tooling. After considerable discussion, MSFC turned to Hercules and said that the Capture Feature was not allowed. After intensive discussion, MSFC called for a caucus with Thiokol. In a day's time they returned and MSFC said to go ahead with the Capture Feature. Hercules released the joint ring and machining Purchase Orders soon thereafter. The name "Capture Feature" was first used in a TIM meeting held at Hercules, Bacchus soon after the Proposal Review Meeting held at MFSC on April 12, 1982. The name stuck and the invention from that time forward was known only as the "Capture Feature". Two FWC segments were hydro-burst in the vertical position at Hercules, Bacchus. They had flight-weight forward domes on both ends and flight type MP35 pins in the joints. The mode of failure was shear of the pins, at acceptable pressure, in the top joint. There was no leakage or any other anomalies in either test. Two FWC motors, DM-6 and DM-7, were test fired in the horizontal position at Thiokol Promontory test facility with complete success, in October 1984 and May 1985 respectively. Both segments were disassembled and no O-ring erosion was found in either. No other anomalies were found. This is in sharp contrast to the hydro-test failures of the standard SRM cases which did not have the "Capture Feature". On page 253 of "Truth, Lies and O-Rings" the author, McDonald, writes, "What Mulloy also failed to state was that early attempts to hydro-burst the case resulted in so much water leaking past the O-ring seals that we couldn't get sufficient pressure to burst the case." This contrast demonstrates how good the Capture Feature Field Joint was and how poor the Standard Field Joint was. It can be noted that the unsuccessful hydro-test which Mulloy failed to mention to the Presidential Commission was not a cold test (See page 252 of "Truth, Lies and O-Rings"). On January 28, 1986, I was working in the Hercules Advanced Materials & Systems Company located in a temporary building at Bacchus. Walking down the hallway, where there was a TV on the wall, sound off, I happened to see the Challenger rise in a long slow arc and then break into 3 large plumes of smoke. I immediately thought, "It was caused by O-ring failure". It was not an endearing moment. The following comments were made by various employees at Hercules in the aftermath of the Challenger disaster.
|

Home | About Us
| © Copyright 2010 - 2026 | |
| Visitors: 155,805 | |